Терминология:
Хотенд – нагреваемая металлическая трубка с соплом, где экструдируется нить филамента.Сопло – отверстие, через которое выдавливается полимер.
Введение
Печать методом послойного наплавления (FDM/FFF) представляет собой процесс аддитивного производства, который реализовывается благодаря экструзии материалов. Печать происходит посредством экструдера - механизма, предназначенного для плавки и нанесения термопластичного полимера в виде нити (филамента).Самым распространенным нагревом среди экструдеров является резистивный нагрев. Несмотря на свою широту применения, экструдеры с резистивным нагревом имеют определенные минусы, влияющие на работу с принтером и печать. Поэтому, немногие компании в мире, в том числе F2 innovations, разработали и используют экструдеры с индукционным нагревом, которые решают эти недостатки.
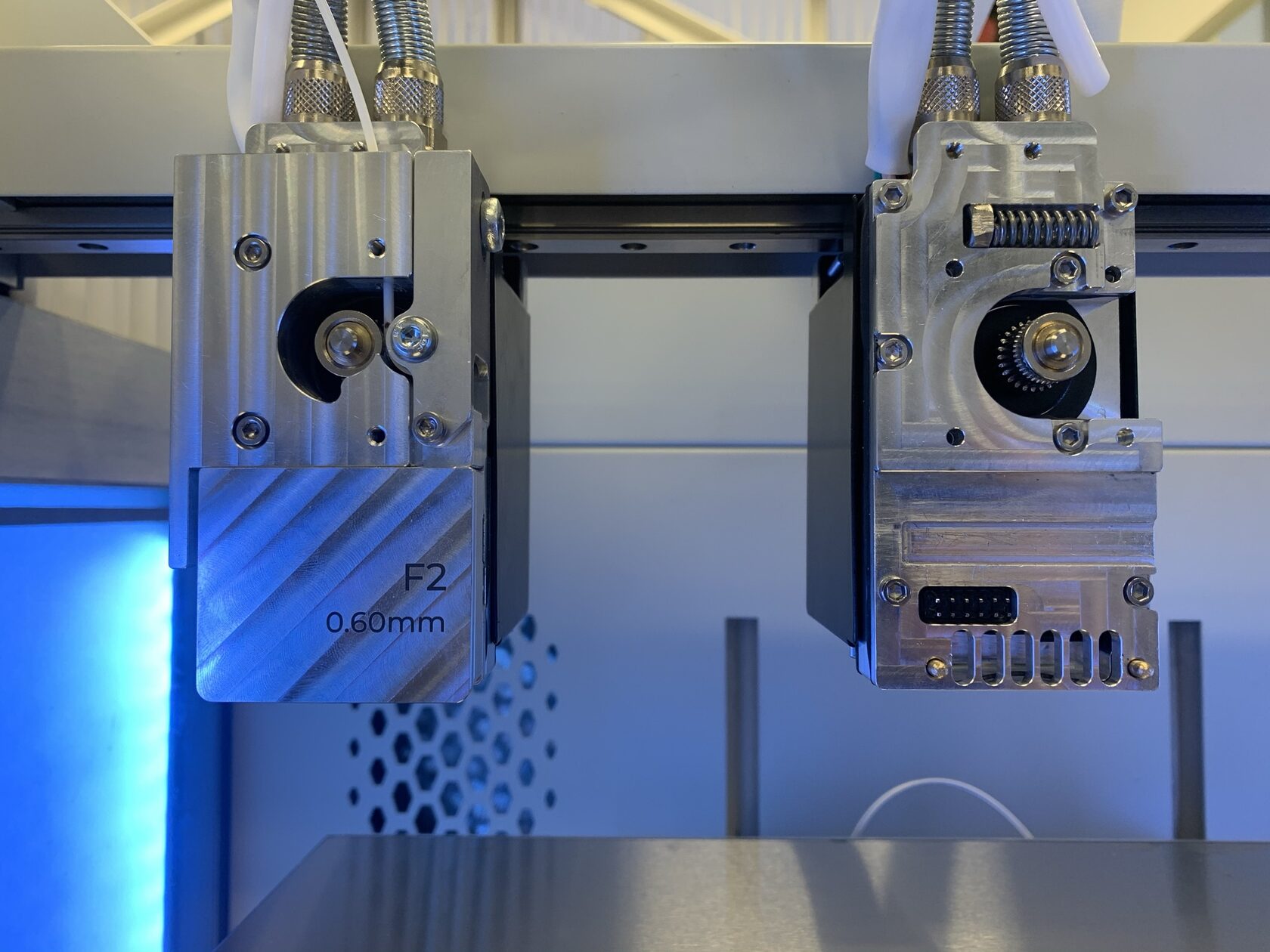
Однако, при огромном спектре преимуществ технологии индукционного нагрева, не все производители используют ее, так как технология не распространена на рынке. Для того, чтобы внедрить ее, необходимы издержки на разработку. Технология с резистивным нагревом, в свою очередь, находится в широком доступе, производителю необходимо лишь модифицировать ее под свой экструдер. Именно из-за простоты внедрения резистивный нагрев используется в большинстве 3D-принтеров.
Далее рассмотрены различия двух нагревов по четырем критериям: нагрев, охлаждение, печать (конструктив), экономность пластика.
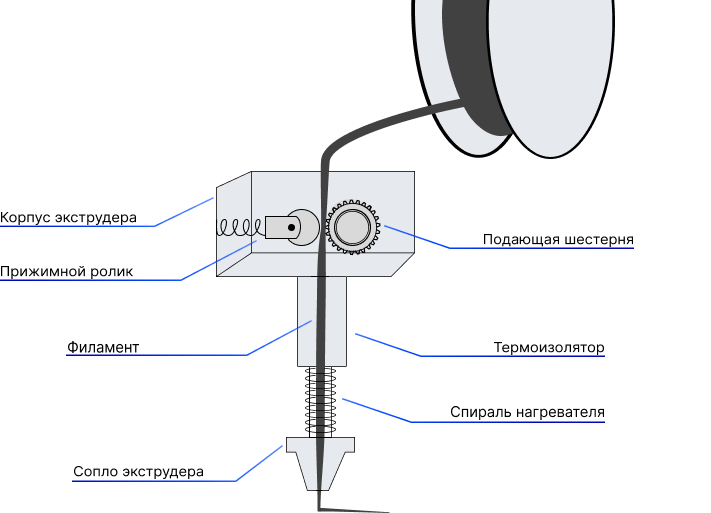
Схема экструдера с резистивным нагревом
Нагрев
Резистивный экструдер имеет маленькую мощность нагревателя, из-за чего медленно достигает необходимой температуры (нагрев происходит около минуты), а также медленно остывает. Таким образом, из-за долгого нахождения внутри горячего экструдера, пластик начинает терять свои физико-механические свойства, цвет, обретает неприятный запах. Помимо этого, у такого экструдера греется сам резистор и части, находящиеся вокруг него. Из-за этого невозможно моментально менять сопло, приходится ждать отставания всей головы. Однако, это возможно предотвратить, установив плотный тепловой контакт между нагревателем и соплом.Экструдер с индукционным нагревом F2 является бесконтактным, то есть нагреву подвергается только та часть сопла, которая непосредственно отвечает за нагрев полимера. Кроме того, в нем присутствует минимальная тепловая инерция, поэтому нагрев и остывание экструдера происходит моментально – в течение трех секунд.
Бесконтактный индукционный нагрев позволяет обеспечить лучшие показатели расплава полимера, что позволяет создавать более правильный экструзионный процесс.
Экструдеры имеют различия и в точности температурного режима. Индукционный экструдер выдерживает температуру с погрешностью в 1-3°C, в то время как технология с резистивным нагревом сохраняет неточность в 10-15°C.
Охлаждение
При печати пластик разогревается до температуры плавления и выдавливается через сопло, которое способно разгладить верхний слой модели. В некоторых случаях такой возможностью пользуются специально, для разглаживания верхнего слоя. Однако, в большинстве случаев, постоянно находящаяся головка над поверхностью стенки, может плавить и портить деталь. Для решения этой проблемы в экструдере используется охлаждение.В резистивных экструдерах охлаждение производится в верхней части хотэнда с помощью радиаторов и вентиляторов. Однако, из-за того, что во время печати нагреваются все элементы экструдера, охлаждение занимает длительное время.
Индукционные экструдеры F2 снабжены водяным охлаждением. Кроме того, обладают высоким градиентом температур. Другими словами, разделены на горячую и холодную части, тем самым пластик в экструдере находится в двух разных состояниях одновременно. В верхней части нить филамента находится в твердом виде, а в нижней (ближе к соплу) в расплавленном. Благодаря этим характеристикам, охлаждение происходит быстро, что положительно сказывается на качестве поверхности детали.
Печать (конструктив)
Во время печати полимер забирает тепловую энергию сопла, именно поэтому экструдер должен обладать значительными мощностями, чтобы поддерживать равномерный нагрев. Индукционный экструдер наделен ими в отличие от резистивного. Данное преимущество влияет на способность печати высокотемпературными пластиками, например, PEEK. Теплопотери резистивного экструдера компенсируют снижением скорости.На печать также влияет сам конструктив печатной головы. Резистивные экструдеры имеют составную конструкцию, другими словами, не обладают единым полированным каналом и имеют разрывы между составными частями (блоком, термобарьером и т.д.), из-за этого проход пластика усложняется и образовываются заторы.
Индукционный же экструдер имеет единый полированный канал, который препятствует застреванию пластика. Кроме того, высокий градиент температур также предотвращает формирование пробки и прилипание пластика. Благодаря этому, возможно беспрепятственная печать сплошными и более гибкими полимерами.
Экономность пластика
Из-за отсутствия быстрого охлаждения резистивного экструдера, пластик продолжительное время вытекает из сопла по окончанию печати.Индукционные экструдеры охлаждаются быстро, соответственно, полимер по окончании печати так же быстро остывает и не тянется из сопла, что значительно сокращает расход материалов и делает процесс печати гораздо экономичнее, чем печать посредством резистивного экструдера.
Заключение
Таким образом, в результате сравнения резистивного и индукционного экструдеров был выявлен ряд существенных различий в работе данных устройств.Индукционный экструдер имеет высокую мощность и скорость нагрева, при этом, в отличие от резистивного экструдера, нагрев производится лишь в той части, в которой он необходим.
Экструдер с индукционным нагревом более удобен в печати, так как высокая скорость его нагрева и охлаждения позволяет печатать любыми пластиками, а технология водяного охлаждения не дает филаменту вытекать из сопла по окончании печати и экономит использование материала.