
Многие пользователи 3D принтеров сталкиваются с проблемами при печати. Однако не всегда легко понять, с чем они связаны и как их устранить.
Компания F2 innovations занимается производством промышленных 3D принтеров и печатью изделий с 2018 года. За это время мы накопили большой опыт в решении проблем с печатью. Для удобства мы сделали небольшой гайд, сопроводив его картинками, которые позволят распознать проблемы быстрее.
При работе с 3D принтерами, как и с любым другим оборудованием, могут возникнуть трудности, большую часть которых поможет устранить этот гайд. Руководство направлено не только на решение проблем в работе принтеров F2 innovations, но и на устранение неполадок в оборудовании других производителей.
Компания F2 innovations занимается производством промышленных 3D принтеров и печатью изделий с 2018 года. За это время мы накопили большой опыт в решении проблем с печатью. Для удобства мы сделали небольшой гайд, сопроводив его картинками, которые позволят распознать проблемы быстрее.
При работе с 3D принтерами, как и с любым другим оборудованием, могут возникнуть трудности, большую часть которых поможет устранить этот гайд. Руководство направлено не только на решение проблем в работе принтеров F2 innovations, но и на устранение неполадок в оборудовании других производителей.
1.Первый слой отклеился от стола

Неровное положение стола
В случае, когда стол расположен неровно, расстояние между соплом экструдера и столом в разных его точках отличается, что и приводит к деформации модели, а также засорению экструдера. Решить данную проблему можно с помощью запуска системы автокалибровки стола в веб-интерфейсе принтера.
Пошаговый алгоритм по выравниванию стола находится в руководстве по эксплуатации оборудования компании F2.
Сопло было установлено далеко от стола при печати первого слоя
Исправить данную проблему поможет функция “Babystepping”. В случае, если сопло расположено далеко от стола, необходимо уменьшить расстояние от сопла до стола с помощью “Babystepping”, а если стол расположен слишком близко – увеличить. В процессе регулировки необходимо наблюдать за слоем и регулировать параметр до получения оптимальных результатов.
Принтеры F2 Innovations позволяют решить эту проблему при помощи экранного или веб-интерфейса.
Слишком высокая скорость печати первого слоя
Адгезия первого слоя в большинстве случаев определяет качество и успех всей печати в целом. Для того чтобы пластик лучше прилипал к печатной поверхности, скорость печати первого слоя, как правило, снижается до 30-50%, а температурные параметры немного повышаются. Именно поэтому перед началом печати необходимо попробовать повысить температуру нагрева сопла и уменьшить скорость печати первого слоя в слайсере, а затем вернуть прежнее значение с началом печати следующих слоев.
Подобран неверный адгезив
Различные материалы требуют применения разных адгезивов. Например, высокотемпературные пластики, такие как PEEK, Ultem, PEKK, ULTRAFUSE эксплуатируются при более высоких температурах, нежели стандартные полимеры (ABS, PLA, HIPS, PVA), поэтому для работы с ними требуется использовать адгезивы, которые так же способны выдерживать высокие температуры нагрева камеры и стола.
Для столов из нержавеющей стали в нашем интернет-магазине вы можете приобрести клей Gluester для печати стандартными полимерами и Gluester Pro для печати высокотемпературными пластиками.
Недостаточная температура нагрева сопла
Поскольку пластики химически отличаются друг от друга, каждый из них имеет собственные температурные характеристики. От температуры сопла зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям. Именно поэтому необходимо выставить правильную температуру, соответствующую конкретному пластику. Слишком высокая или, наоборот, слишком низкая температура нагрева может привести к нарушению геометрии модели либо ее расслоению.
Неправильная настройка «Pressure advance»
«Pressure advance» – функция, которая позволяет регулировать давление в сопле в зависимости от реальной скорости печати для более равномерной экструзии и более острых углов. Для того, чтобы качество печати оставалось высоким, а принтер не делал пропусков в одном месте и не выдавливал слишком много пластика в другом, необходимо правильно настроить «Pressure advance», используя специальную тестовую модель и команды.
Настройка осуществляется в конфигурационном файле принтера либо в его веб-интерфейсе, путем изменения значения «Pressure advance» и «Pressure smooth». Для того чтобы научиться выстраивать оптимальные параметры, необходимо провести тестовую печать, во время которой важно наблюдать за тем, как установка разных значений влияет на качество печати.
В случае, когда стол расположен неровно, расстояние между соплом экструдера и столом в разных его точках отличается, что и приводит к деформации модели, а также засорению экструдера. Решить данную проблему можно с помощью запуска системы автокалибровки стола в веб-интерфейсе принтера.
Пошаговый алгоритм по выравниванию стола находится в руководстве по эксплуатации оборудования компании F2.
Сопло было установлено далеко от стола при печати первого слоя
Исправить данную проблему поможет функция “Babystepping”. В случае, если сопло расположено далеко от стола, необходимо уменьшить расстояние от сопла до стола с помощью “Babystepping”, а если стол расположен слишком близко – увеличить. В процессе регулировки необходимо наблюдать за слоем и регулировать параметр до получения оптимальных результатов.
Принтеры F2 Innovations позволяют решить эту проблему при помощи экранного или веб-интерфейса.
Слишком высокая скорость печати первого слоя
Адгезия первого слоя в большинстве случаев определяет качество и успех всей печати в целом. Для того чтобы пластик лучше прилипал к печатной поверхности, скорость печати первого слоя, как правило, снижается до 30-50%, а температурные параметры немного повышаются. Именно поэтому перед началом печати необходимо попробовать повысить температуру нагрева сопла и уменьшить скорость печати первого слоя в слайсере, а затем вернуть прежнее значение с началом печати следующих слоев.
Подобран неверный адгезив
Различные материалы требуют применения разных адгезивов. Например, высокотемпературные пластики, такие как PEEK, Ultem, PEKK, ULTRAFUSE эксплуатируются при более высоких температурах, нежели стандартные полимеры (ABS, PLA, HIPS, PVA), поэтому для работы с ними требуется использовать адгезивы, которые так же способны выдерживать высокие температуры нагрева камеры и стола.
Для столов из нержавеющей стали в нашем интернет-магазине вы можете приобрести клей Gluester для печати стандартными полимерами и Gluester Pro для печати высокотемпературными пластиками.
Недостаточная температура нагрева сопла
Поскольку пластики химически отличаются друг от друга, каждый из них имеет собственные температурные характеристики. От температуры сопла зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям. Именно поэтому необходимо выставить правильную температуру, соответствующую конкретному пластику. Слишком высокая или, наоборот, слишком низкая температура нагрева может привести к нарушению геометрии модели либо ее расслоению.
Неправильная настройка «Pressure advance»
«Pressure advance» – функция, которая позволяет регулировать давление в сопле в зависимости от реальной скорости печати для более равномерной экструзии и более острых углов. Для того, чтобы качество печати оставалось высоким, а принтер не делал пропусков в одном месте и не выдавливал слишком много пластика в другом, необходимо правильно настроить «Pressure advance», используя специальную тестовую модель и команды.
Настройка осуществляется в конфигурационном файле принтера либо в его веб-интерфейсе, путем изменения значения «Pressure advance» и «Pressure smooth». Для того чтобы научиться выстраивать оптимальные параметры, необходимо провести тестовую печать, во время которой важно наблюдать за тем, как установка разных значений влияет на качество печати.
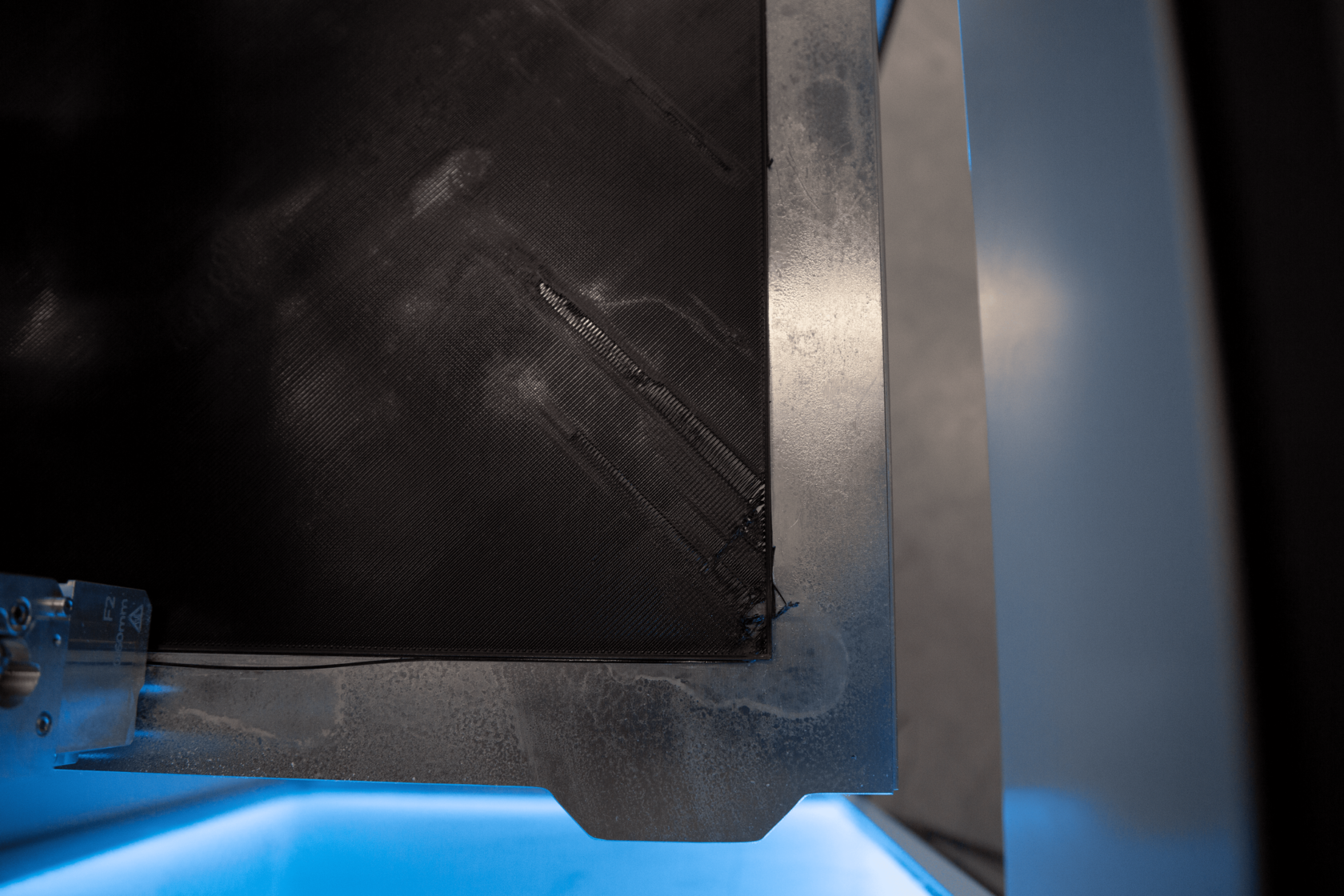
2. Появление «струн» на детали

Короткая дистанция ретракта
Ретракт способствует созданию небольшого отрицательного давления в сопле за счет извлечения необходимого количества пластика из сопла с определенной скоростью. Это нужно для того, чтобы пластик не вытекал под собственным весом за время «холостого» перемещения. Из-за короткой дистанции ретракта могут образовываться «струны». Для предотвращения подобных дефектов требуется увеличить дистанцию ретракта.
Низкая скорость ретракта
Низкая скорость ретракта также может влиять на появление «струн». Чтобы решить эту проблему попробуйте увеличить скорость ретракта.
Высокая температура сопла
«Струны» могут образовываться из-за чрезмерного нагрева используемого пластика, который становится слишком жидким и легко вытекает из сопла. Уменьшение нагрева сопла будет способствовать решению этой проблемы.
Слишком большая экструзия
При большом количестве экструдируемого пластика могут появляться «струны». Решить проблему можно с помощью уменьшения экструзии.
Ретракт способствует созданию небольшого отрицательного давления в сопле за счет извлечения необходимого количества пластика из сопла с определенной скоростью. Это нужно для того, чтобы пластик не вытекал под собственным весом за время «холостого» перемещения. Из-за короткой дистанции ретракта могут образовываться «струны». Для предотвращения подобных дефектов требуется увеличить дистанцию ретракта.
Низкая скорость ретракта
Низкая скорость ретракта также может влиять на появление «струн». Чтобы решить эту проблему попробуйте увеличить скорость ретракта.
Высокая температура сопла
«Струны» могут образовываться из-за чрезмерного нагрева используемого пластика, который становится слишком жидким и легко вытекает из сопла. Уменьшение нагрева сопла будет способствовать решению этой проблемы.
Слишком большая экструзия
При большом количестве экструдируемого пластика могут появляться «струны». Решить проблему можно с помощью уменьшения экструзии.
3. Недостаточное сцепление между слоями

Неправильно подобрана температура камеры
Плохая когезия (сцепление слоев) может возникнуть из-за неверно установленной температуры в камере печати. Для того, чтобы добиться правильной когезии, необходимо увеличить температуру в камере принтера, тогда слои будут лучше сцепляться между собой.
Низкий коэффициент экструзии
В случае если коэффициент экструзии (количество выдавливаемого пластика) слишком низкий, слои не будут спекаться, а дорожки пластика не будут соединяться друг с другом. Для устранения этого дефекта попробуйте увеличить коэффициент экструзии.
Установлена неверная температура сопла
Слишком низкая температура сопла не обеспечивает достаточного сцепления слоев во время печати и влечет за собой появление дефектов, а перегрев сопла, в свою очередь, также приводит к деформации детали. Необходимо добиться температурного баланса во время печати и подобрать температуру, соответствующую характеристикам пластика, с которым вы работаете.
Плохая когезия (сцепление слоев) может возникнуть из-за неверно установленной температуры в камере печати. Для того, чтобы добиться правильной когезии, необходимо увеличить температуру в камере принтера, тогда слои будут лучше сцепляться между собой.
Низкий коэффициент экструзии
В случае если коэффициент экструзии (количество выдавливаемого пластика) слишком низкий, слои не будут спекаться, а дорожки пластика не будут соединяться друг с другом. Для устранения этого дефекта попробуйте увеличить коэффициент экструзии.
Установлена неверная температура сопла
Слишком низкая температура сопла не обеспечивает достаточного сцепления слоев во время печати и влечет за собой появление дефектов, а перегрев сопла, в свою очередь, также приводит к деформации детали. Необходимо добиться температурного баланса во время печати и подобрать температуру, соответствующую характеристикам пластика, с которым вы работаете.
4. Появление «капель» (неровностей) на детали
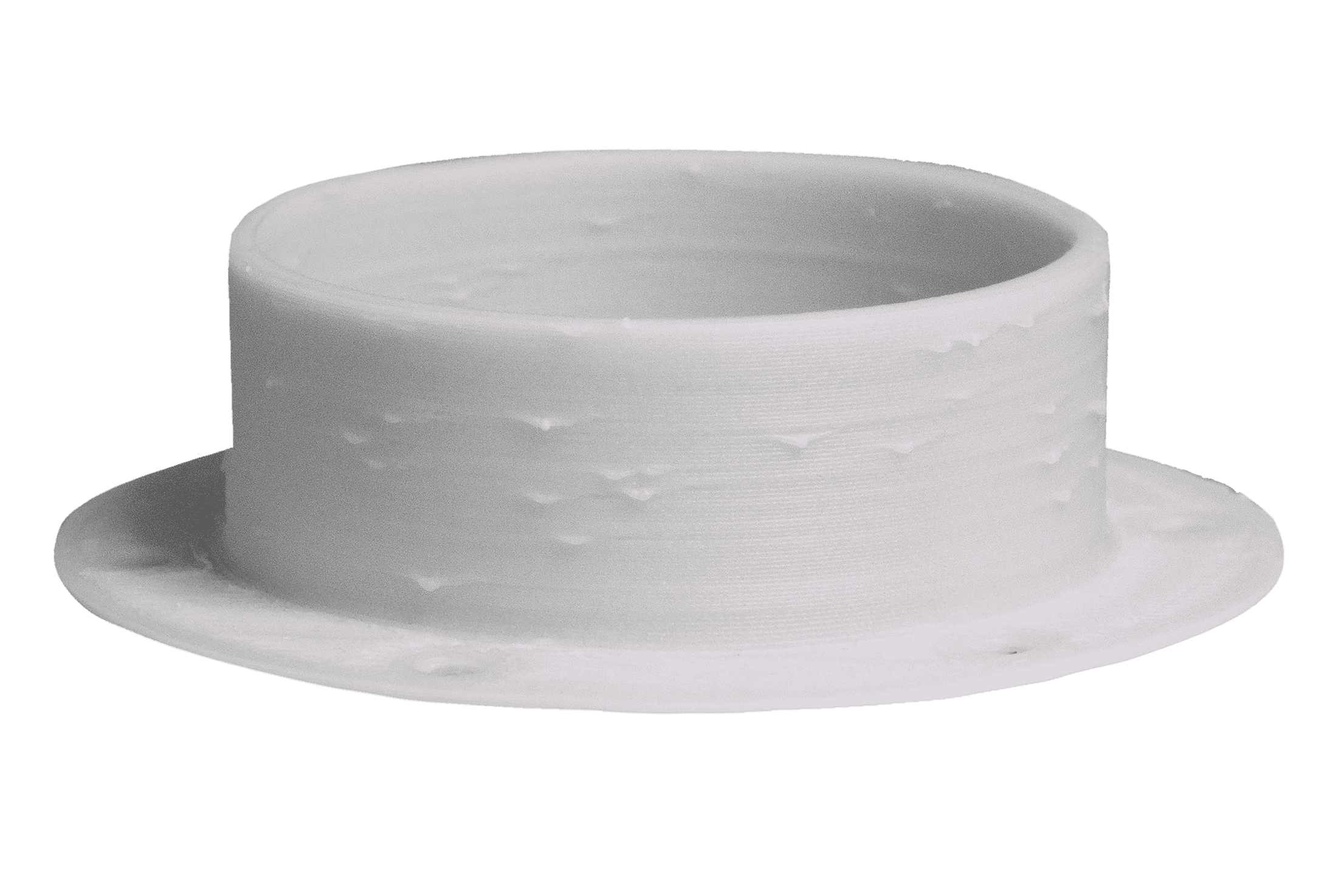
Неправильно подобрана температура сопла
Излишне высокая температура сопла экструдера может способствовать возникновению данной проблемы, для ее решения нужно попробовать уменьшить температуру сопла.
Высокий коэффициент экструзии
Каждая дорожка пластика имеет определенную ширину, в случае если коэффициент экструзии превышает ширину дорожки, излишки материала начинают давить на предыдущие слои, и пластик вытекает на внутреннюю и внешнюю стороны детали. Для устранения дефекта попробуйте снизить коэффициент экструзии.
Большой «Outline overlap»
«Outline overlap» - параметр, отвечающий за перекрытие контуров изделия, он определяет, сколько траектория заполнения будет пересекаться с траекторией внешнего контура для улучшения сцепления этих элементов детали. Для того, чтобы устранить проблему, попробуйте уменьшить значение данного параметра в слайсере.
Излишне высокая температура сопла экструдера может способствовать возникновению данной проблемы, для ее решения нужно попробовать уменьшить температуру сопла.
Высокий коэффициент экструзии
Каждая дорожка пластика имеет определенную ширину, в случае если коэффициент экструзии превышает ширину дорожки, излишки материала начинают давить на предыдущие слои, и пластик вытекает на внутреннюю и внешнюю стороны детали. Для устранения дефекта попробуйте снизить коэффициент экструзии.
Большой «Outline overlap»
«Outline overlap» - параметр, отвечающий за перекрытие контуров изделия, он определяет, сколько траектория заполнения будет пересекаться с траекторией внешнего контура для улучшения сцепления этих элементов детали. Для того, чтобы устранить проблему, попробуйте уменьшить значение данного параметра в слайсере.
5. Обрушение заполнения (слабое заполнение)
Недостаточный процент заполнения
Если процент заполнения слишком маленький, верхнему слою не на что будет опереться. Для того чтобы избежать обрушения стенок детали, увеличьте процент заполнения.
Слишком высокая скорость печати
Из-за излишне высокой скорости печати могут рушиться поддержки и элементы внутреннего заполнения, необходимо уменьшить скорость печати в принтере.
Неверно подобран показатель ширины коэффициента экструзии
Ширина коэффициента экструзии также влияет на заполнение детали. При слабом заполнении, увеличьте ширину коэффициента экструзии («Extrusion width»).
Если процент заполнения слишком маленький, верхнему слою не на что будет опереться. Для того чтобы избежать обрушения стенок детали, увеличьте процент заполнения.
Слишком высокая скорость печати
Из-за излишне высокой скорости печати могут рушиться поддержки и элементы внутреннего заполнения, необходимо уменьшить скорость печати в принтере.
Неверно подобран показатель ширины коэффициента экструзии
Ширина коэффициента экструзии также влияет на заполнение детали. При слабом заполнении, увеличьте ширину коэффициента экструзии («Extrusion width»).
6. Отверстия на верхнем слое

Низкое значение в «Top solid layers»
Параметр «Top solid layers» задает количество сплошных слоев заливки в верхней части модели. Чтобы предотвратить появление отверстий в слое, попробуйте увеличить значение параметра «Top solid layers» в слайсере.
Недостаточный процент заполнения
Низкий процент заполнения нарушает целостность изделия. Для того, чтобы избежать возникновения отверстий, увеличьте процент заполнения.
Низкий коэффициент экструзии
Если коэффициент экструзии ниже необходимого, дорожка пластика получается слишком узкой, что провоцирует появление отверстий и щелей. Для устранения дефекта попробуйте увеличить коэффициент экструзии.
Неверно установленный «Pressure advance»
В этом случае принтер делает пропуски в одном месте и выдавливает слишком много пластика в другом. Функция «Pressure advance» компенсирует это, увеличивая скорость экструдера в начале линии и уменьшая ее в конце, также она учитывает углы и другие корректировки. Для предотвращения появления отверстий в верхнем слое нужно настроить «Pressure advance», используя специальную модель и команды.
Оптимальные параметры можно выстроить во время проведения тестовой печати, регулируя значения функции в klipper.
Перегрев пластика
Дефект может возникать в случае, когда пластик экструдируется со слишком высокой температурой, и в процессе печати возникает выделение газов, которые при печати замкнутых конструкций выходят наружу, разрушая напечатанную поверхность детали. Для устранения дефекта нужно уменьшить температуру сопла.
Параметр «Top solid layers» задает количество сплошных слоев заливки в верхней части модели. Чтобы предотвратить появление отверстий в слое, попробуйте увеличить значение параметра «Top solid layers» в слайсере.
Недостаточный процент заполнения
Низкий процент заполнения нарушает целостность изделия. Для того, чтобы избежать возникновения отверстий, увеличьте процент заполнения.
Низкий коэффициент экструзии
Если коэффициент экструзии ниже необходимого, дорожка пластика получается слишком узкой, что провоцирует появление отверстий и щелей. Для устранения дефекта попробуйте увеличить коэффициент экструзии.
Неверно установленный «Pressure advance»
В этом случае принтер делает пропуски в одном месте и выдавливает слишком много пластика в другом. Функция «Pressure advance» компенсирует это, увеличивая скорость экструдера в начале линии и уменьшая ее в конце, также она учитывает углы и другие корректировки. Для предотвращения появления отверстий в верхнем слое нужно настроить «Pressure advance», используя специальную модель и команды.
Оптимальные параметры можно выстроить во время проведения тестовой печати, регулируя значения функции в klipper.
Перегрев пластика
Дефект может возникать в случае, когда пластик экструдируется со слишком высокой температурой, и в процессе печати возникает выделение газов, которые при печати замкнутых конструкций выходят наружу, разрушая напечатанную поверхность детали. Для устранения дефекта нужно уменьшить температуру сопла.
7. Часть детали имеет плохое заполнение и отверстия в слое
Низкий «Outline overlap»
«Outline overlap» позволяет регулировать прочность сцепления внешнего контура и заполнения. Для того, чтобы устранить проблему, попробуйте увеличить значение данного параметра в слайсере, например, если во время печати был указан нахлест в 20%, попробуйте увеличить его до 30% и наблюдайте за слоем.
Слишком высокий коэффициент экструзии
Излишнее экструдирование пластика также может способствовать появлению данного дефекта. Попробуйте снизить коэффициент экструзии для устранения проблемы.
Недостаточный процент заполнения
Низкий процент заполнения нарушает целостность изделия. Для того, чтобы избежать возникновения отверстий во время печати, увеличьте процент заполнения.
«Outline overlap» позволяет регулировать прочность сцепления внешнего контура и заполнения. Для того, чтобы устранить проблему, попробуйте увеличить значение данного параметра в слайсере, например, если во время печати был указан нахлест в 20%, попробуйте увеличить его до 30% и наблюдайте за слоем.
Слишком высокий коэффициент экструзии
Излишнее экструдирование пластика также может способствовать появлению данного дефекта. Попробуйте снизить коэффициент экструзии для устранения проблемы.
Недостаточный процент заполнения
Низкий процент заполнения нарушает целостность изделия. Для того, чтобы избежать возникновения отверстий во время печати, увеличьте процент заполнения.
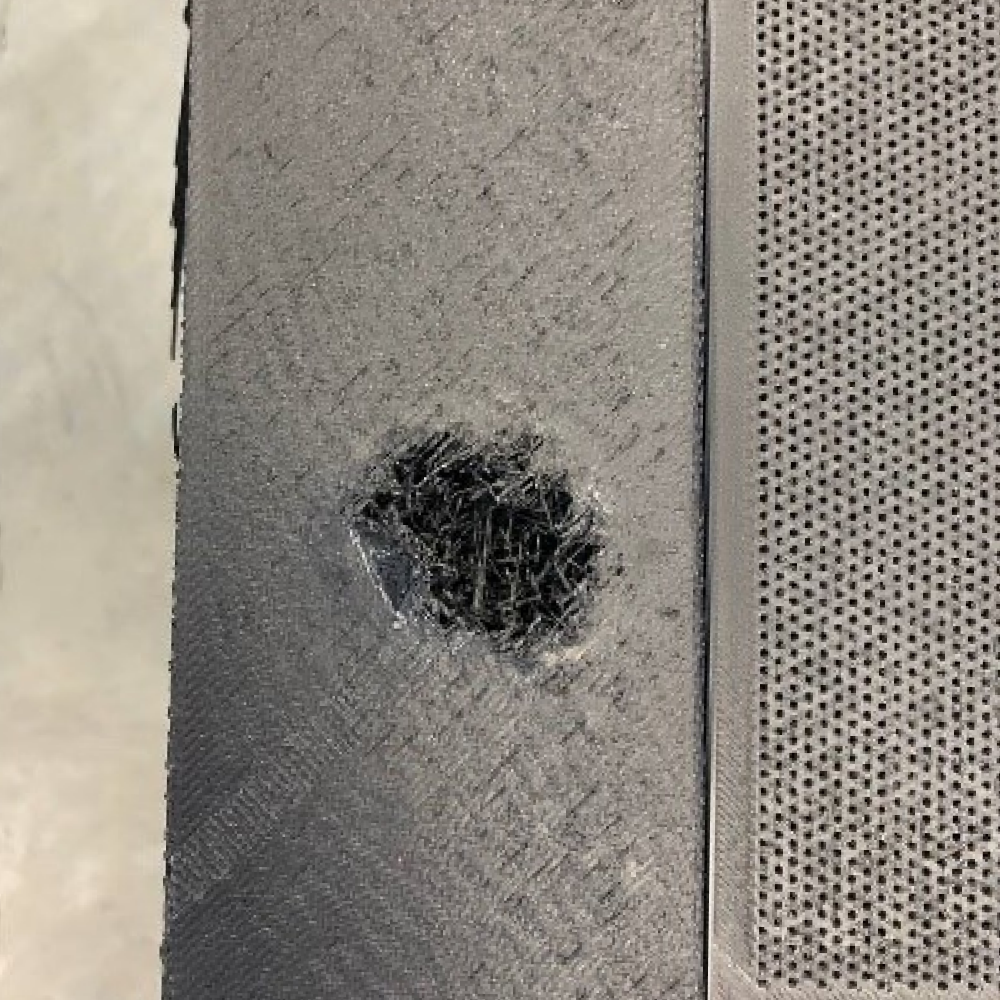
8. Перегрев
Перегрев пластика одна из наиболее распространенных проблем при 3D печати. Существует несколько визуальных дефектов, позволяющих распознать перегрев материала. К ним относятся:
- Излишняя текучесть пластика. В этом случае слои не успевают остывать, и материал начинает вытекать на внутреннюю и внешнюю стороны детали в больших количествах.
- Пластик ложится сильными «волнами».
- Стенки изделия прерываются.
- Пластик дымится при выходе из сопла.

Недостаточное охлаждение
Каждый материал должен эксплуатироваться при определенной температуре, например, ABS способен выдерживать температуру до 80°C, а температура эксплуатации PEEK достигает 250°C. Для того, чтобы пластик не перегревался, попробуйте увеличить параметр охлаждения («Cooling»).
Неправильно подобрана температура сопла
Появлению данной проблемы может способствовать излишне высокая температура сопла, для ее решения нужно уменьшить температуру сопла.
Слишком высокая скорость печати
Из-за высокой скорости печати время на охлаждение предыдущего слоя уменьшается, по этой причине происходит перегрев. Для устранения неполадки попробуйте уменьшить скорость печати.
Каждый материал должен эксплуатироваться при определенной температуре, например, ABS способен выдерживать температуру до 80°C, а температура эксплуатации PEEK достигает 250°C. Для того, чтобы пластик не перегревался, попробуйте увеличить параметр охлаждения («Cooling»).
Неправильно подобрана температура сопла
Появлению данной проблемы может способствовать излишне высокая температура сопла, для ее решения нужно уменьшить температуру сопла.
Слишком высокая скорость печати
Из-за высокой скорости печати время на охлаждение предыдущего слоя уменьшается, по этой причине происходит перегрев. Для устранения неполадки попробуйте уменьшить скорость печати.
9. Отсутствие экструзии в начале печати
Незаконченная загрузка филамента
Если филамент не был загружен до конца, экструзия в начале печати будет отсутствовать. Для устранения проблемы проэкструдируйте пластик и позвольте ему полностью вытечь, после этого можете приступать к печати. Эти действия необходимо совершить перед началом печати, с помощью веб-интерфейса или же интерфейса на самом принтере.
Неправильное расположение сопла
В случае если сопло расположено слишком плотно к столу, пространство для экструдирования пластика будет отсутствовать. С помощью функции “Babystepping” необходимо увеличить координату расположения стола, чтобы пластик мог свободно вытекать из сопла. При регулировке этого параметра вначале печати необходимо наблюдать за слоем.
Закупорка экструдера
Экструзия может отсутствовать из-за засорения экструдера. Для устранения проблемы необходимо прочистить экструдер. Сделать это можно двумя способами: прочистить нагретое сопло специальным сверлом или, например, гитарной струной или же нагреть экструдер до температуры выше плавления забившегося пластика и попробовать продавить его с помощью другого загруженного филамента.
Недостаточная температура сопла
Причиной отсутствия экструзии может быть низкая температура сопла, попробуйте увеличить значение этого параметра. Температура нагрева сопла может оказаться ниже температурных требований загруженного пластика, именно поэтому материал не будет плавиться и выдавливаться из сопла. В таком случае следует повысить температуру нагрева сопла.
Если филамент не был загружен до конца, экструзия в начале печати будет отсутствовать. Для устранения проблемы проэкструдируйте пластик и позвольте ему полностью вытечь, после этого можете приступать к печати. Эти действия необходимо совершить перед началом печати, с помощью веб-интерфейса или же интерфейса на самом принтере.
Неправильное расположение сопла
В случае если сопло расположено слишком плотно к столу, пространство для экструдирования пластика будет отсутствовать. С помощью функции “Babystepping” необходимо увеличить координату расположения стола, чтобы пластик мог свободно вытекать из сопла. При регулировке этого параметра вначале печати необходимо наблюдать за слоем.
Закупорка экструдера
Экструзия может отсутствовать из-за засорения экструдера. Для устранения проблемы необходимо прочистить экструдер. Сделать это можно двумя способами: прочистить нагретое сопло специальным сверлом или, например, гитарной струной или же нагреть экструдер до температуры выше плавления забившегося пластика и попробовать продавить его с помощью другого загруженного филамента.
Недостаточная температура сопла
Причиной отсутствия экструзии может быть низкая температура сопла, попробуйте увеличить значение этого параметра. Температура нагрева сопла может оказаться ниже температурных требований загруженного пластика, именно поэтому материал не будет плавиться и выдавливаться из сопла. В таком случае следует повысить температуру нагрева сопла.
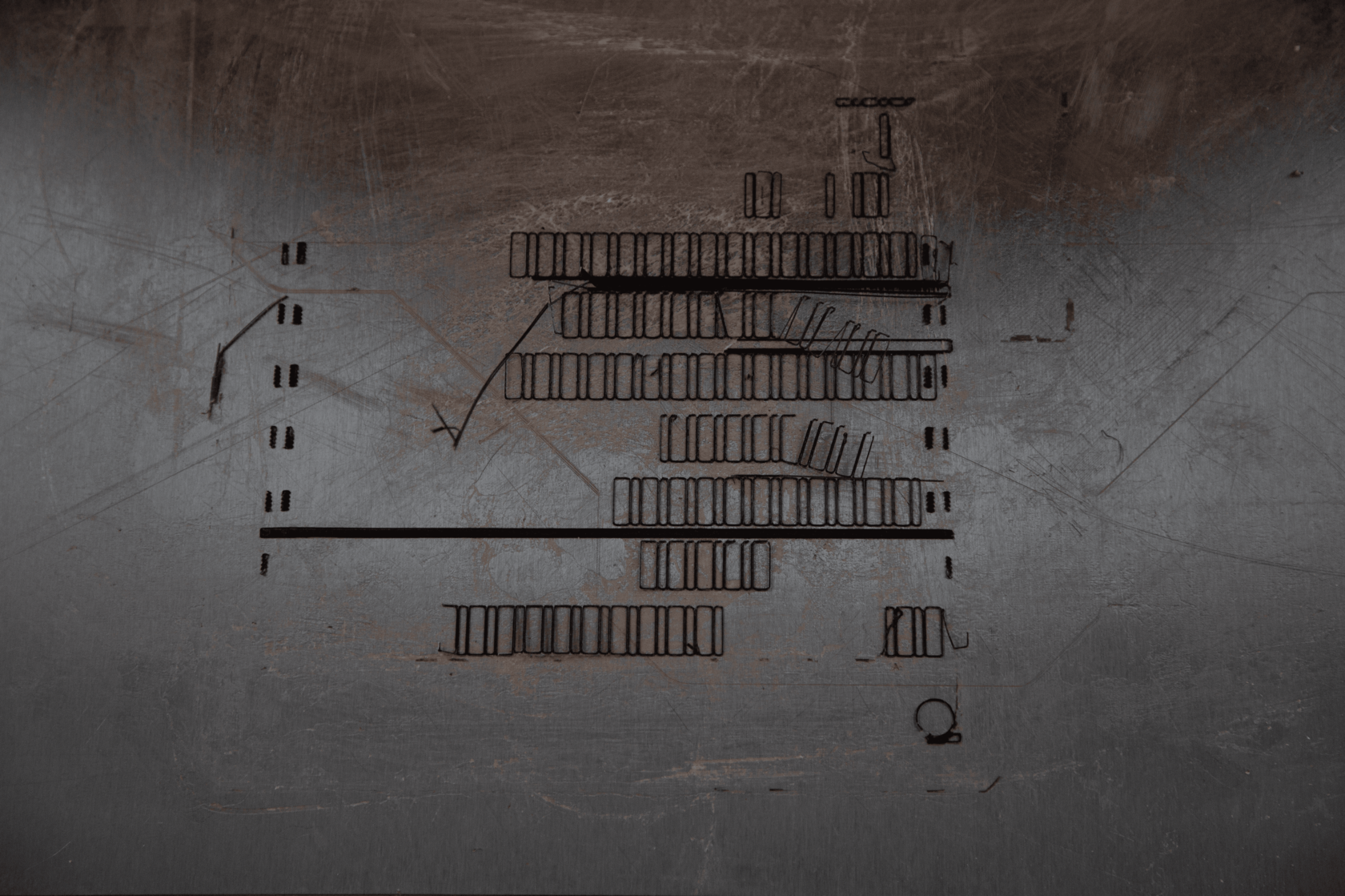
10. Недостаточное экструдирование
Недоэкструзия – это недостаточное количество филамента. При недостаточном экструдировании появляются отверстия между стенками детали.
Увеличить коэффициент экструзии
Если необходимо устранить проблему в момент печати – требуется увеличить значение коэффициента экструзии (например, значение 100 попробовать увеличить до 105) через веб-интерфейс или сенсорный экран (панель оператора), установленный на принтере. Универсальных значений нет, поэтому настройку необходимо осуществлять интуитивно до устранения проблемы.
Если необходимо перезапустить печать – требуется изменить коэффициент экструзии в настройках слайсера перед началом печати. Для каждого конкретного экструдера выстраивается собственный коэффициент экструзии, если количество выдавливаемого пластика является недостаточным, слои не склеиваются друг с другом. Попробуйте вручную изменить настройки данного параметра в слайсере.
Увеличить «Outline overlap»
«Outline overlap» также может влиять на возникновение проблемы недостаточного экструдирования. Для того, чтобы отверстия между стенками детали не появлялись, необходимо увеличить значение данного параметра в слайсере.
Увеличить коэффициент экструзии
Если необходимо устранить проблему в момент печати – требуется увеличить значение коэффициента экструзии (например, значение 100 попробовать увеличить до 105) через веб-интерфейс или сенсорный экран (панель оператора), установленный на принтере. Универсальных значений нет, поэтому настройку необходимо осуществлять интуитивно до устранения проблемы.
Если необходимо перезапустить печать – требуется изменить коэффициент экструзии в настройках слайсера перед началом печати. Для каждого конкретного экструдера выстраивается собственный коэффициент экструзии, если количество выдавливаемого пластика является недостаточным, слои не склеиваются друг с другом. Попробуйте вручную изменить настройки данного параметра в слайсере.
Увеличить «Outline overlap»
«Outline overlap» также может влиять на возникновение проблемы недостаточного экструдирования. Для того, чтобы отверстия между стенками детали не появлялись, необходимо увеличить значение данного параметра в слайсере.
11. Избыточное экструдирование
Переэкструзия – избыточное количество филамента. Когда пластика выдавливается слишком много, на внутренней и внешней сторонах изделия появляются бугры и наплывы. Переэкструдирование приводит к тому, что излишки материала катастрофически сказываются на размерах печатной детали.
Понизить коэффициент экструзии
В случае избыточной подачи материала, требуется обратиться к тем же параметрам, которые задействуются при недоэкструзии, но в другую сторону. То есть, если увеличение значения коэффициента экструзии помогает решить проблему недоэкструдирования, то уменьшение этого значения (например, значение 100 попробовать уменьшить до 95) помогает при переэкструзии.
Регулировка этого параметра также осуществляется через веб-интерфейс или сенсорный экран (панель оператора), установленный на принтере. Универсальных значений нет, поэтому настройку необходимо осуществлять интуитивно до устранения проблемы.
Уменьшить «Outline overlap»
Установка высокого значения параметра «outline overlap» в слайсере может привести к появлению избыточного количества филамента в процессе печати. Для устранения проблемы попробуйте уменьшить значение данного параметра.
В случае избыточной подачи материала, требуется обратиться к тем же параметрам, которые задействуются при недоэкструзии, но в другую сторону. То есть, если увеличение значения коэффициента экструзии помогает решить проблему недоэкструдирования, то уменьшение этого значения (например, значение 100 попробовать уменьшить до 95) помогает при переэкструзии.
Регулировка этого параметра также осуществляется через веб-интерфейс или сенсорный экран (панель оператора), установленный на принтере. Универсальных значений нет, поэтому настройку необходимо осуществлять интуитивно до устранения проблемы.
Уменьшить «Outline overlap»
Установка высокого значения параметра «outline overlap» в слайсере может привести к появлению избыточного количества филамента в процессе печати. Для устранения проблемы попробуйте уменьшить значение данного параметра.